





不锈钢铸造的加工工艺特点:
1、由于不锈钢铸造的收缩超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
为防止不锈钢铸件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来砂型或型芯的退让性和透气性。
2、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸造件,其浇注温度约为钢的熔点温度+150℃;浇注系统的结构力求简单、且截面尺寸比铸铁的大;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
 大型不锈钢铸件以致不能或难于用其它方法制造,因此,需要寻找一种新的的成型工艺,于是借鉴古代流传下来的失蜡铸造,经过对材料和工艺的改进,现代熔模铸造方法在古代工艺的基础上获得重要的发展。所以,航空工业的发展推动了熔模铸造的应用,而熔模铸造的不断改进和完善,也为航空工业进一步提高性能创造了有利的条件。
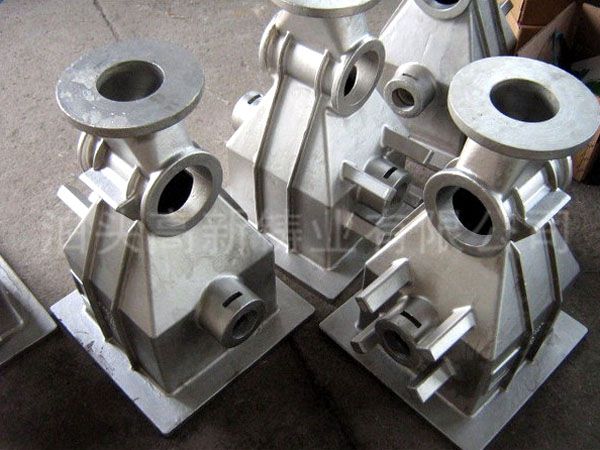
大型不锈钢铸件以致不能或难于用其它方法制造,因此,需要寻找一种新的的成型工艺,于是借鉴古代流传下来的失蜡铸造,经过对材料和工艺的改进,现代熔模铸造方法在古代工艺的基础上获得重要的发展。所以,航空工业的发展推动了熔模铸造的应用,而熔模铸造的不断改进和完善,也为航空工业进一步提高性能创造了有利的条件。 在大型不锈钢铸件的铸造行业,夹砂和砂眼是经常会在生产中碰到的问题,为什么会出现这样的问题呢?
除了清砂不当外,如果设备使用之前存在没有的处理干净,或是在不锈钢铸件在浇注的过程中,由于浇注的温度过高,铁液冲刷浇道壁的型砂,也会出现夹砂和砂眼的问题。起初,由于对这方面的要求不严格,并不影响使用,因此各个厂家都不太重视这样的问题,有些厂家为了这样的问题,通常就是采用涂刷涂料来解决,但是因为这样的过程也比较辛苦困难,因此还是会导致铸造厂家出来的铸件会存在夹砂与砂眼的现象,很大的降低了铸件的质量。
为了解决铸件中出现的夹砂和砂眼问题呢?经过不断的研究发现,只要采用铸造涂料进行内壁的清理保护,就可以大量减少夹砂和砂眼的问题,而且对提高铸件的成品率也有很大的作用。
硅溶胶的铸造问题:
真空抽吸浇铸:将壳体放置在真空铸造箱中,并通过壳体中的细孔将空腔中的气体吸入,以便液态金属可以地填充空腔并复制空腔的形状。提高浇铸精度,防止孔隙率和填充不足的缺陷。在硅溶胶铸造的压力下结晶:将壳体放置在压力罐中进行浇注。结束后立即关闭压力罐,并将高压空气或惰性气体引入压力罐以使铸件承受压力。固化以增加铸件的密度。
热重力铸造:它是使用较广泛的铸造形式。从烘烤炉中取出壳后,将其在高温下倒入。硅溶胶铸件的定向结晶:一些熔模铸件,例如涡轮叶片,电磁钢等,如果它们的晶体结构是沿方向排列的柱状晶体,则它们的工作性能可以提高,因此熔模铸造定向结晶技术发展,有可能成为主流铸造方法。
我们知道,不锈钢铸造的收缩率超过铸铁的收缩率。为了防止铸件收缩和收缩的缺陷,铸造过程中基本上采用冒口,冷铁和补贴等措施来实现连续凝固。
为防止不锈钢铸件出现收缩,收缩,气孔和裂纹缺陷,使壁厚均匀,避免出现尖角和直角结构,在型砂中添加锯末,并在型芯中添加焦炭。中空芯和油砂芯可砂芯的可伸缩性和透气性。
泊头高新铸业有限公司【http://www.bthjzz.com/】的产品主要有:铸钢件、不锈钢铸造、铸钢铸造件、大型铸钢件、大型不锈钢铸件、球墨铸铁件、灰铁件、铸铜件、铸铝件等。公司前身为泊头市合金铸造厂,有优良的制造工艺及检测手段,生产设备:中频熔炉两套、球墨二联炉1套、铸造生产线1套、砂处理设备8套、5吨天车30部、16吨天车5部;主要检测设备:光谱仪、化学分析设备、金相显微镜、硬度仪、测厚仪、测温仪,以便炉前化验确定材质和炉后物理实验控制内在质量合格。
铸钢件http://www.bthjzz.com/
不锈钢铸造http://www.bthjzz.com/
铸钢铸造件http://www.bthjzz.com/
大型铸钢件http://www.bthjzz.com/
大型不锈钢铸件http://www.bthjzz.com/